
Дополнение к статье:
hobbyCNC - станок с ЧПУ, построенный на коленке в домашних условиях

Фото 1. Общий вид в полуразобранном состоянии. Привод координаты X. Рядом с винтом параллельно установлена направляющая координаты X.

Фото 2. Тоже самое с другой стороны - ШД привода.

Фото 3. Соединение ШД с винтом через муфту.

Фото 4. Снятый стол с направляющей приводом координаты Y.

Фото 5. ШД координаты Y. От другого притера, поэтому меньше предыдущего.
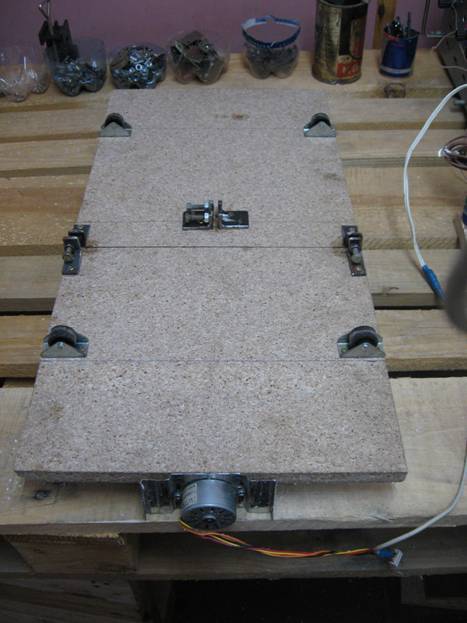
Фото 6. Тоже самое вверх ногами. По центру - упор для гайки, перемещающейся по винту. Справа и слева - упоры для направляющей по оси X. Для уменьшения люфтов все поджимается винтами. С четырех сторон - колесики, на которых перемещается стол.

Фото 7. Крупным планом.

Фото 8. Установленная деталь с предыдущей фотографии.

Фото 9. Она же. Другой ракурс..

Фото 10. Верхний стол с коробкой. Внутри видна планка, которая используется для прижима заготовки. Поскольку данная честь (быть заготовкой) чаще всего оказывается пенопласту, пришлось соорудить вот такую коробку вокруг стола, чтобы пенопластовая стружка не рассыпалась. Правда, как видно на остальных фотографиях, это спасает не полностью.


Фото 11,12. Обратная сторона. Конструкция аналогична предыдущей.

Фото 13. Установлены оба стола.

Фото 14. Вид с другой стороны.



Фото 15,16,17. Привод по оси Z. Сам каркас, каретка и направляющие являются останками от принтера (если не ошибаюсь) Citezen EX-1050. В первой версии был на ШД был установлен еще редуктор (1:17 приблизительно). Впоследствии был убран для увеличения скорости и за ненадобностью - оказалось момента ШД хватает и так.

Фото 18. Каретка и привод фрезы - гравер Ferm.

Фото 19. Купил вот такую фрезу. Еще не испытанная. До этого юзал обычные сверла.

Фото 20. Вот так выглядит вся электроника станка. Два ключа ULN2803, висящих на соплях.

Фото 21. Блок питания - самопальная зарядка для автомобильного аккумулятора. ШД работают от 24 вольт. Блок дает максимум 18 вольт, но этого хватает.

Фото 22. Общий план.


Фото 23,24. Сделал пару гравюр (а других законченных работ пока что и нет) специально для этой статьи. Исходные рисунки входят в состав TurboCNC.


Исходники.
Александр Яхонтов
Обсудить на форуме
Copyright © R9AL 2007 Все права защищены
