 Роман Ветров.
Роман Ветров.
- Введение
Разработанный и изготовленный самостоятельно станок с ЧПУ
может выполнять механическую обработку (сверление, фрезерование) пластмасс,
текстолита. Гравировка по стали. Также может
использоваться как графопостроитель, можно рисовать печатные платы.

Точность станка 0.0025 мм на 1 шаг, но по факту (с учетом
неточности изготовления узлов станка, зазоры в узлах, в паре винт- гайка)
точность составляет 0.1мм. Станок без обратной связи, т.е. положение
инструмента отслеживается программно, за точность перемещения отвечают шаговые
двигатели.
Станок подключается к компьютеру через LPT порт,
работает под Windows 98 и XP
- Механическая часть
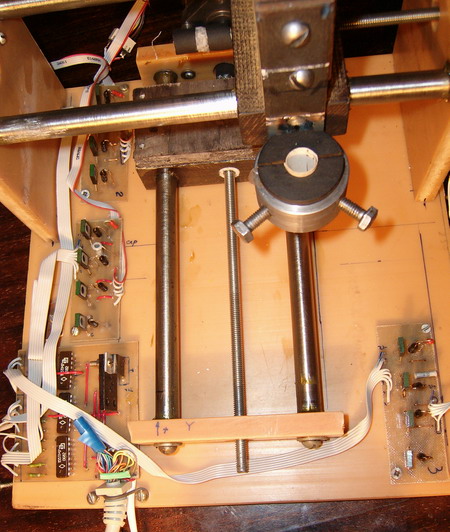
Корпусные части станка выполнены из винипласта б=10мм. Направляющие – круглые,
шлифованные прутки. Суппорта выполнены из текстолита (с отверстиями под
направляющие). Винт – шпилька с резьбой М6 (шаг = 1мм).
Гайки фторопластовые (позднее были заменены на бронзовые т.к. при таких
размерах потери на трение в бронзовой гайке меньше).
- Электрика
Электрику можно разделить на три части:
- Блок питания.
- Контроллер.
- Драйвер.
Блок питания: 12в 3А – для питания шаговых двигателей и 5в 0.3 для питания
микросхем контролера.
Контроллер: Разработанный контроллер может обслуживать до 32 (в моей схеме 3)
шаговых двигателей последовательно, т.е. одновременно может работать только
один двигатель. Параллельная работа двигателей обеспечивается программно.
Контроллер управления шаговыми двигателями собран на микросхемах 555TM7 серии
(3шт). Не требует прошивки.
Электрическая схема контролера:
Описание и назначение выводов разъема порта LPT.
| выв. | Название | Направление | Описание |
| 1 | STROBE | ввод и вывод | устанавливается PC после завершения каждой передачи данных |
| 2/9 | DO-D7 | вывод | 8 линий данных |
| 10 | АСК | ввод | устанавливается в "0" внешним устройством после приема байта |
| 11 | BUSY | ввод | устройство показывает, что оно занято, путем установки этой линии в «1» |
| 12 | Paper out | ввод | для принтеров |
| 13 | Select | ввод | устройство показывает, что оно готово, путем установки на этой линии «1» |
| 14 | Autofeed | Ввод и вывод | |
| 15 | Error | ввод | индицирует об ошибке |
| 16 | Initialize | Ввод и вывод | |
| 17 | Select In | Ввод и вывод | |
| 18-25 | Ground | GND | общий провод |
Для эксперимента был использован шаговый двигатель от старого 5,25-дюймов
8 бит идущих от LPT разделяем на две группы по 4бит: данные и управляющие. При получении сигнала одним из трех триггеров, данные записываются в триггер ТМ7 и соответственно поступают на драйвер шагового двигателя. При снятии с ТМ7 разрешающего сигнала данные в триггере сохраняются (триггер с защелкой) и т.д.
| Биты LPT | |||||||
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| данные | Управляющий сигнал –определяет на какой двигатель придет сигнал | ||||||
Т.е. для подачи на второй двигатель сигнала 0101 необходимо
подать разрешающий сигнал на второй ТМ7 т.е. выдать в порт LPT сигнал:
| Биты LPT | |||||||
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 0 | 1 | 0 | 1 | 0 | 1 | 0 | 0 |
| Предаваемые данные на шаговый двигатель | Данные идут на 2 двигатель | ||||||
В моей схеме 7 бит не используется т.к. применено 3 двигателя.
На него можно повесить ключ включение главного двигателя (фреза или сверло).
Для подключения к схеме 32 двигателей необходимо на
управляющие биты установить дешифратор 4бит=32 в десятичной системе.
Драйвер: Драйвер шагового двигателя (не путать с компьютерными
драйверами) представляет собой 4х канальный усилитель или 4 ключа. Собран на 4х
транзисторах КТ 917 .
Схема драйвера.
Также можно использовать серийные микросхемы (stepper motor driver), например ULN 2004 (9 ключей) на 0.6А.

Печатные платы в формате AutoCad: (на платете контроллера дополнительно разведен стабилизатор +5в на КРЕН5)

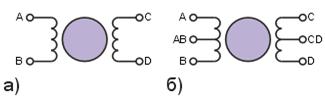
- Шаговые двигатели
Используемые в станке шаговые двигатели от 3,5"; дисководов (12в, 0.6А), но можно (и нужно) использовать более мощные, например от принтеров (24в, 5А). Схем подключения шаговых двигателей (распайка) в Интернете навалом, а также описание принципа их работы вы найдете сами. Хотя можно посмотреть http://www.telesys.ru/electronics/projects.php?do=p077Мне попались двигатели с 5 концами (униполярный см. рис.б) их подключение проще. Управление биполярным двигателем (а) сложнее, в настоящий момент ведется разработка и испытание драйвера для него.
- soft
Программа для управления станком с ЧПУ (программа для
управления шаговыми двигателями) также является моей собственно разработкой.
Опять выражаю благодарность Кичаеву Константину за
то, что поставил меня на путь истинный, а именно объяснил что такое Delphi,
а первая программа была разработана под QBasic и работала только в Win98.
Предлагаемая программа работает и под Win98 (95) и под XP. Драйвер
(программный) для обслуживания LPT под XP я взял здесь
http://valery-us4leh.narod.ru/XpCoding/XPlpt.html
Принцип работы: Рисуется в AutoCad рисунок только
линиями (lines), круги, полигинии, дуги - не поддерживаются. Для прорисовки
кругов необходимо их обвести маленькими линиями.
Файл сохраняется в формате DXF.
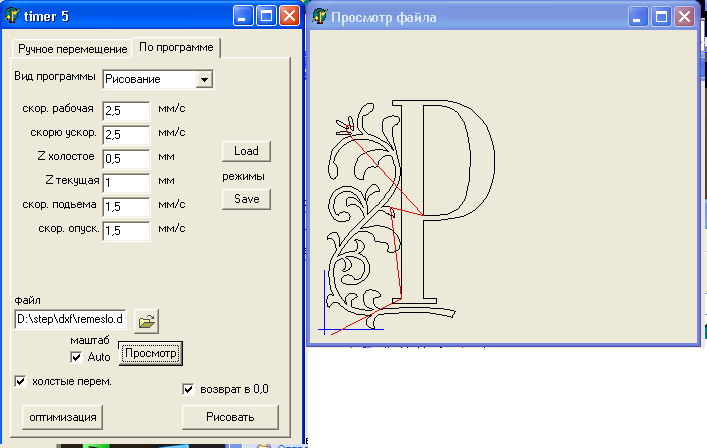
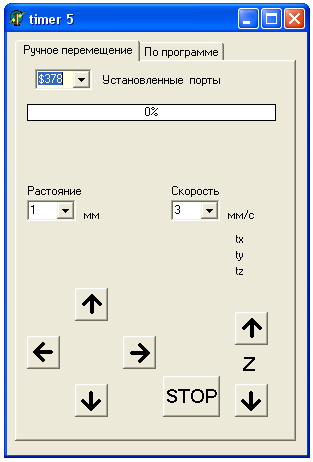
Запускается программа, открывается сохраненный файл. Рабочий инструмент (перо,
сверло и т.п.) выставляется в «ноль» - вкладка «ручное перемещение»
В программе есть просмотр «программы(файла) обработки»,
оптимизация файла – сокращение холостых перемещений, задание режимов резания.
Выбирается вид обработки: рисование, сверление, фрезерование, гравировка.
Сверление происходит по точкам “Point” в файле DWG. Фрезерование
почти не отличатся от рисования (только режимы). Гравировка это многократное
повторение рисунка с постепенным углублением инструмента благодаря этому
получена возможность гравировать по стали.
Программа управления самодельным станком с ЧПУ (управления шаговым
двигателем) -
VRI-cnc-7D.rar/
Также возможна работа с файлами формата Gerber (RS274-X) или G-код. Т.е.
рисовать и сверлить платы разработанные в программе Sprint-Layout
- Другое применение станка и программы.
Можно навесить выжигатель по дереву. Прикольно получается. Есть много программ преобразующих растровую графику в векторную. Выбранный рисунок можно нанести на CD или DVD. Можно сделать привод для поворота видео камеры или телескопа.С вопросами обращается vetrovroman@mail.ru
Copyright © R9AL 2007 Все права защищены
